


Che cos'è la produzione con TBM e perché è importante?
La produzione di TBM si riferisce alla progettazione e alla produzione di alesatrici per tunnel: attrezzature massicce e altamente specializzate utilizzate per scavare gallerie attraverso roccia, terra, argilla e terreni misti. Queste sono tra le macchine più complesse mai costruite, combinando ingegneria meccanica, idraulica, elettronica e scienza dei materiali all'avanguardia in un unico sistema integrato che può pesare da poche centinaia di tonnellate per una piccola macchina per tunnel di servizio fino a oltre 7.000 tonnellate per un progetto di tunnel metropolitano o autostradale di grande diametro. Il processo di produzione delle alesatrici per tunnel non è come la produzione della maggior parte delle attrezzature industriali: ogni macchina è effettivamente un progetto personalizzato progettato per soddisfare i requisiti specifici di geologia, diametro, allineamento e rivestimento di un singolo contratto per tunnel.
La domanda globale di TBM è cresciuta costantemente per decenni, spinta da massicci investimenti infrastrutturali nei sistemi ferroviari metropolitani, nei tunnel stradali, nelle infrastrutture di approvvigionamento idrico e fognario, nei tunnel di energia idroelettrica e nelle reti logistiche sotterranee. Le città da Londra a Mumbai a Los Angeles stanno utilizzando attivamente le TBM per costruire infrastrutture sotterranee senza interrompere la vita in superficie. Questa domanda ha creato un mercato competitivo a livello globale Produzione TBM un settore dominato da una manciata di importanti produttori in grado di fornire macchine personalizzate progettate e costruite con tolleranze di straordinaria precisione in tempi contrattuali che possono estendersi fino a 18 mesi o più.
Tipi di alesatrici per tunnel e come ciascuna è prodotta in modo diverso
La produzione di TBM non è un singolo processo produttivo: è una famiglia di progetti di macchine correlate ma nettamente diverse, ciascuna progettata per condizioni del terreno specifiche. Il tipo di TBM scelto per un progetto determina fondamentalmente l'ambito di produzione, le specifiche dei componenti e la complessità dell'assemblaggio coinvolti.
TBM per roccia dura (TBM con pinza)
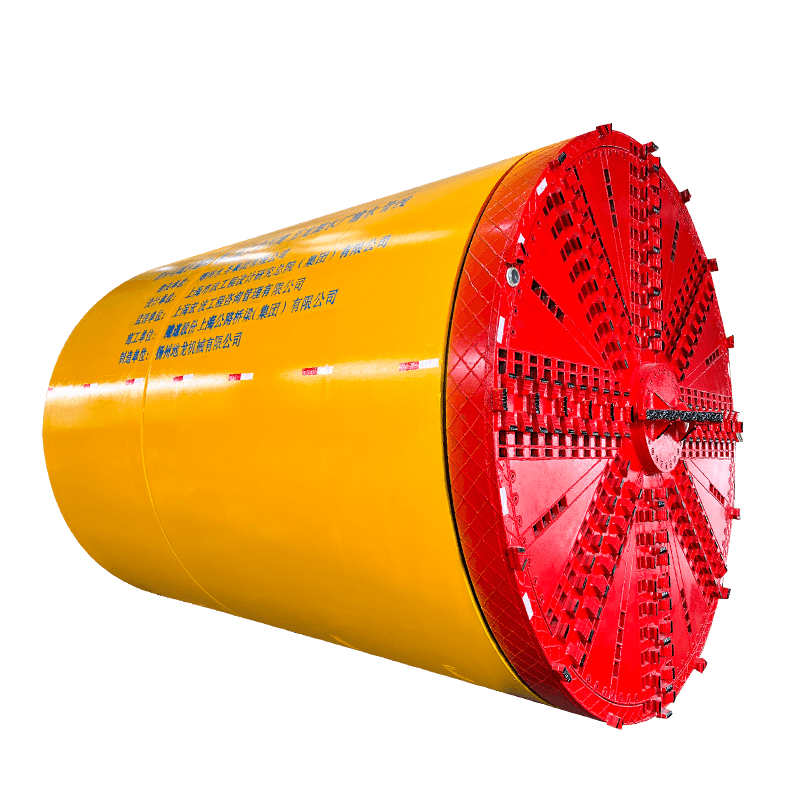
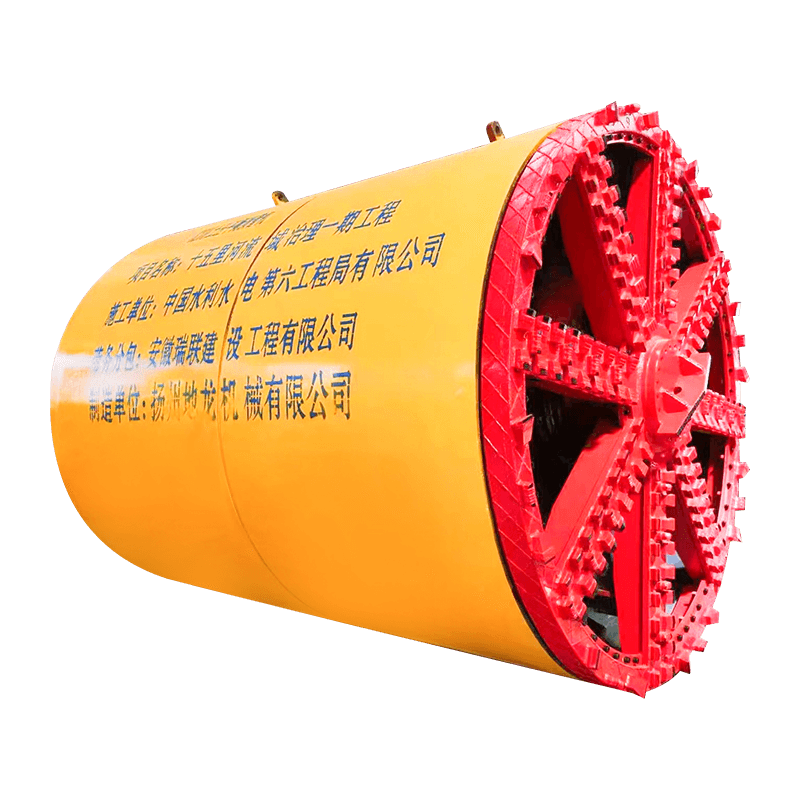
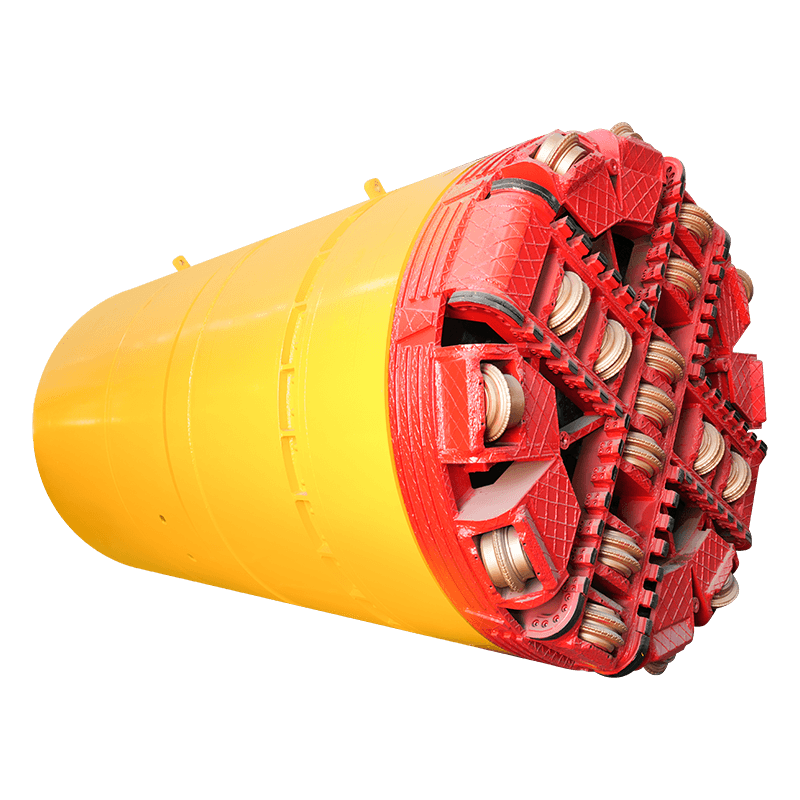
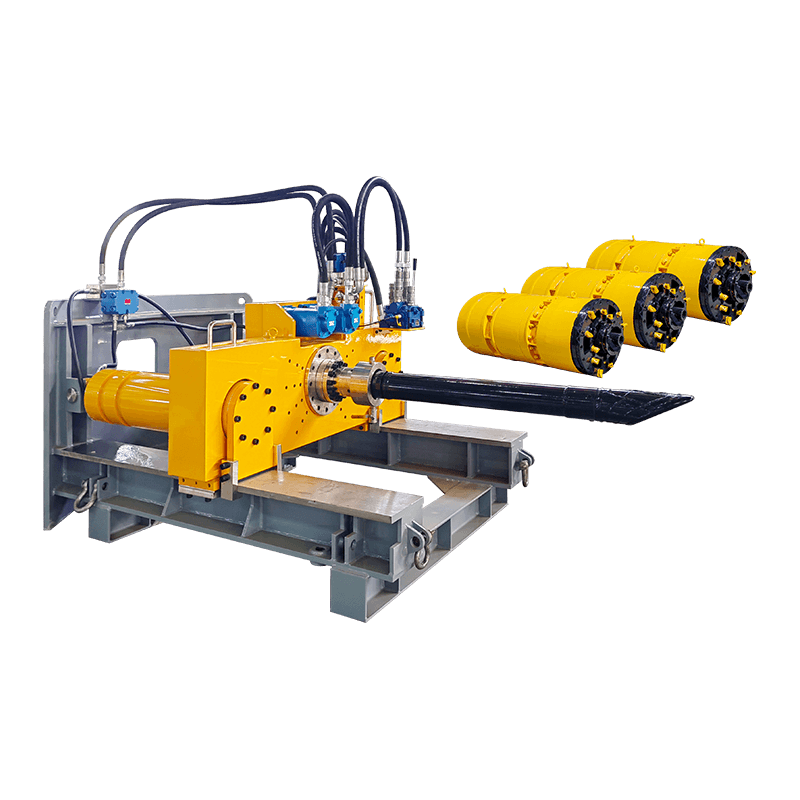
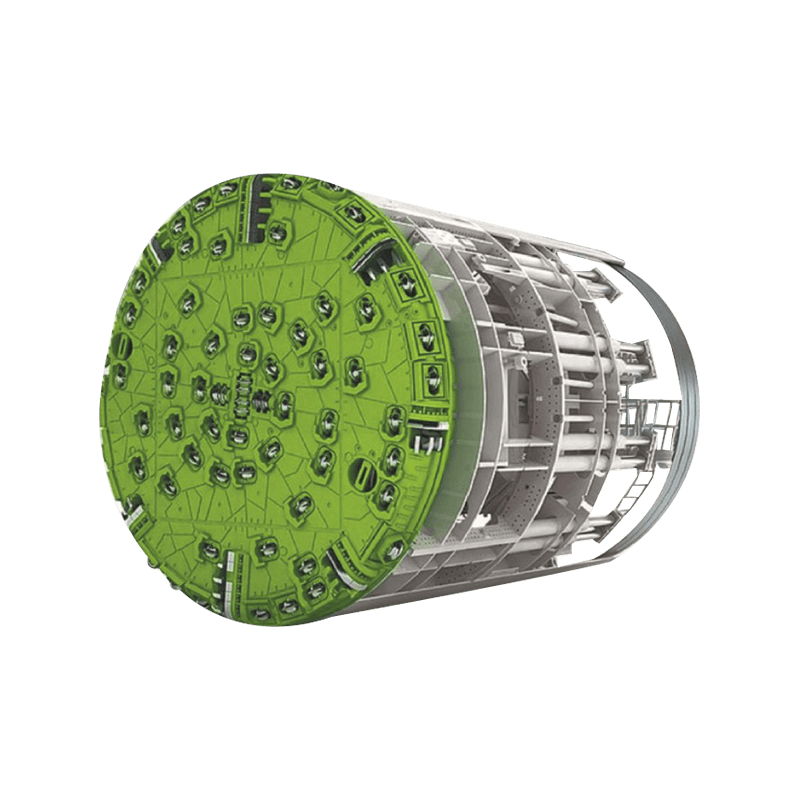
Le TBM Gripper sono progettate per lo scavo di tunnel attraverso rocce solide e competenti come granito, basalto e calcare. La macchina avanza spingendo la testa di taglio rotante contro la parete rocciosa mentre le pinze idrauliche si estendono lateralmente per appoggiarsi alle pareti del tunnel, fornendo la forza di reazione necessaria per la spinta in avanti. La produzione di una TBM a pinza è incentrata sulla produzione di una testa di taglio estremamente robusta, generalmente realizzata in lamiera di acciaio ad alta resistenza con alloggiamenti di taglio a disco posizionati con precisione, e di un potente gruppo cuscinetto principale in grado di trasmettere enormi carichi di spinta durante la rotazione continua. Le frese a disco sulle macchine per roccia dura sono componenti in metallo duro progettati con precisione che devono essere prodotti con tolleranze dimensionali strette per garantire un'usura uniforme sulla faccia della testa di taglio.
Macchine per il bilanciamento della pressione terrestre (EPB).
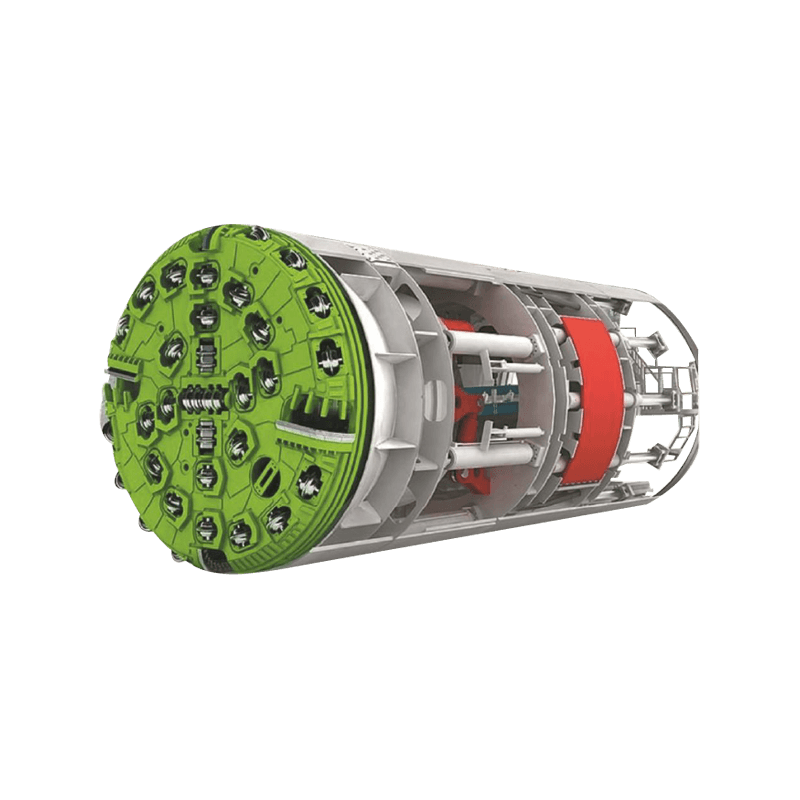
Le macchine EPB sono il cavallo di battaglia dello scavo di tunnel urbani su terreni morbidi, terreni misti e condizioni di falda idrica. Utilizzano il materiale di scavo stesso, condizionato con additivi in schiuma, polimeri o bentonite, per mantenere la pressione frontale e prevenire l'assestamento del terreno sopra il tunnel. La complessità produttiva di una TBM EPB è incentrata sul sistema di trasporto a coclea che controlla la velocità di estrazione del materiale per bilanciare la pressione frontale, sul sistema di iniezione della schiuma integrato nella testa di taglio e sul corpo dello scudo che deve resistere alla piena pressione del terreno e dell'acqua del terreno circostante. La geometria della testa di taglio per le macchine EPB è fondamentalmente diversa da quella per le rocce dure: incorpora raschiatori, palette della benna e porte per il condizionamento del terreno anziché alloggiamenti per la fresa a disco.
TBM con scudo per liquame
Le TBM per liquame vengono utilizzate su terreni sciolti e saturi d'acqua dove anche il condizionamento del fronte EPB è insufficiente per mantenere la stabilità. Mantengono la pressione frontale utilizzando un impasto bentonitico pressurizzato che riempie la camera di scavo, supportato da una paratia dietro la testa fresante. Il liquame viene pompato in superficie attraverso una tubazione, trattato in un impianto di separazione per rimuovere i residui e ricircolato nuovamente in superficie. La produzione di TBM per macchine per liquami prevede la produzione dell'impianto di separazione come parte dell'ambito complessivo del sistema: un'ulteriore sfida ingegneristica che coinvolge idrocicloni, centrifughe e infrastrutture di pompaggio dei liquami oltre alla macchina stessa.
TBM miste terra e a densità variabile
Alcune delle TBM più complesse mai prodotte sono macchine progettate per condizioni di terreno misto: tunnel che attraversano sia roccia che terreno soffice all'interno della stessa sezione trasversale del tunnel o che transitano tra zone di roccia dura e terreno soffice lungo il tracciato. Queste TBM a densità variabile o per terreni misti devono incorporare sia frese a disco che utensili da taglio per terreni morbidi nella stessa testa di taglio, con camere di scavo convertibili che possono passare dalla modalità EPB a quella per roccia dura durante la guida. La produzione di queste macchine richiede la risoluzione simultanea di requisiti di progettazione contrastanti che spingono l’ingegneria della TBM ai suoi limiti.
Componentei principali prodotti in ogni TBM
Indipendentemente dal tipo, ogni fresatrice per tunnel condivide una serie di sottosistemi fondamentali che devono essere progettati e realizzati per funzionare insieme come un sistema perfettamente integrato. La comprensione di questi componenti fondamentali spiega perché la produzione di TBM è così impegnativa dal punto di vista tecnico e richiede molto tempo.
| Component | Funzione | Sfida chiave della produzione |
| Testa di taglio | Scava il fronte del tunnel ruotando contro la roccia o il terreno | Integrità strutturale sotto carichi combinati di spinta e coppia; precisione di posizionamento dell'utensile da taglio |
| Gruppo cuscinetto principale | Supporta la testa di taglio e trasmette spinta e coppia | Durata dei cuscinetti in condizioni di carico elevato prolungato; sigillatura contro la contaminazione del terreno |
| Corpo dello scudo | Protegge i lavoratori e le attrezzature; fornisce alloggi strutturali | Rotondità di precisione per la costruzione del segmento; resistenza alla pressione del terreno |
| Sistema di cilindri di spinta | Spinge la macchina in avanti contro il rivestimento del tunnel installato | Controllo della corsa sincronizzato su tutti i cilindri; affidabilità della tenuta |
| Erettore di segmenti | Seleziona e installa segmenti di rivestimento in calcestruzzo prefabbricato | Precisione di posizionamento; affidabilità del sistema del vuoto; capacità di carico |
| Motori di azionamento e riduttori | Alimentare la rotazione della testa di taglio | Densità di potenza in spazi confinati; gestione termica |
| Centralina idraulica | Alimenta tutti i sistemi idraulici, compresi la spinta e l'erettore | Integrazione del sistema; ridondanza; Reiezione del calore in spazi confinati |
| Sistema di controllo e guida | Naviga lungo l'allineamento del tunnel e monitora tutti i sistemi | Precisione in ambienti sotterranei negati dal GPS; integrazione dei dati in tempo reale |
Il processo di produzione della TBM passo dopo passo
Il processo di produzione di una fresatrice per tunnel, dall'aggiudicazione del contratto ai test di accettazione in fabbrica, è un lungo programma di ingegneria e produzione in più fasi. Comprendere la sequenza chiarisce perché i tempi di consegna della TBM sono in genere di 12-24 mesi anche per i produttori esperti con catene di fornitura consolidate.
Fase 1: analisi dei requisiti geotecnici e di progetto
Prima che un singolo componente venga progettato, il team di ingegneri del produttore della TBM esegue un'analisi dettagliata dei dati di indagine geotecnica forniti dal cliente. Ciò include i registri dei fori di trivellazione, i parametri di resistenza della roccia, i profili di pressione delle acque sotterranee, i risultati dei test di abrasività e i dati sulla permeabilità del terreno lungo l'intero tracciato del tunnel. Questa analisi guida direttamente la progettazione della testa di taglio, il dimensionamento del sistema di spinta, le specifiche dei cuscinetti e la configurazione del sistema di condizionamento del terreno. Una macchina progettata sulla base di dati del terreno imprecisi o insufficienti avrà prestazioni inferiori o fallirà: l'analisi geotecnica è la base su cui è costruito l'intero progetto.
Fase 2: ingegneria e progettazione personalizzata
Una volta stabilite le condizioni del terreno, il team di ingegneri sviluppa il progetto completo della TBM utilizzando un software CAD 3D avanzato e l'analisi degli elementi finiti. Il progetto strutturale della testa di taglio viene analizzato per scenari di carico combinati di spinta e coppia. I calcoli della durata dei cuscinetti principali vengono eseguiti utilizzando la teoria della durata dei cuscinetti ISO 281 adattata agli spettri di carico specifici della TBM. Le tolleranze di rotondità del corpo dello schermo sono impostate in base alla geometria del rivestimento del segmento. Ogni saldatura importante nella fabbricazione strutturale è progettata e documentata secondo i codici strutturali pertinenti. Questa sola fase di progettazione richiede in genere dai tre ai cinque mesi per una TBM di grande diametro e produce decine di migliaia di disegni e specifiche tecniche.
Fase 3: approvvigionamento dei materiali e catena di fornitura
La produzione di TBM richiede un’enorme gamma di materiali e componenti specializzati, molti dei quali hanno tempi di approvvigionamento lunghi. Piastre in acciaio strutturale ad alta resistenza per la testa di taglio e il corpo dello schermo, cuscinetti radenti di grande diametro, riduttori epicicloidali a coppia elevata, cilindri idraulici prodotti secondo precise specifiche di corsa e pressione e sistemi di tenuta specializzati richiedono tutti un approvvigionamento tempestivo per evitare ritardi nella fabbricazione. Il gruppo cuscinetto principale, un massiccio anello girevole che può superare i tre metri di diametro per una TBM di grandi dimensioni, ha spesso un tempo di produzione autonomo compreso tra sei e nove mesi ed è in genere l'elemento critico del percorso nell'intero programma di consegna della TBM.
Fase 4: fabbricazione strutturale
La fabbricazione strutturale di una TBM comporta il taglio, la formatura e la saldatura di sezioni di lamiera d'acciaio pesante nei principali gruppi strutturali: la testa di taglio, lo scudo anteriore, lo scudo posteriore e i componenti dell'ingranaggio di trascinamento. Questo lavoro viene eseguito da saldatori strutturali certificati utilizzando procedure di saldatura prequalificate e ispezionato mediante test non distruttivi, inclusi esami a ultrasuoni, particelle magnetiche e radiografici. Il controllo dimensionale durante la fabbricazione è fondamentale: il corpo dello schermo deve essere rotondo entro tolleranze strette in modo che i segmenti del rivestimento del tunnel possano essere installati con una geometria dello spazio coerente. Gli assiemi strutturali di grandi dimensioni vengono lavorati dopo la fabbricazione per ottenere le tolleranze di interfaccia richieste sulle superfici di accoppiamento.
Fase 5: assemblaggio meccanico e idraulico
Una volta completata la fabbricazione strutturale, la macchina viene progressivamente assemblata con i suoi sistemi meccanici, idraulici ed elettrici. Il cuscinetto principale è installato e serrato secondo le specifiche. I motori di azionamento e i riduttori sono montati e allineati. Il sistema del cilindro di spinta è installato e tutti i cilindri vengono testati individualmente a pressione prima di essere collegati alla centralina idraulica. Il braccio erettore del segmento viene assemblato e ne vengono verificate la portata, la velocità e la capacità di carico. Il sistema di controllo è cablato e integrato, con tutti gli ingressi dei sensori e le uscite degli attuatori verificati rispetto alla documentazione della logica di controllo. Questa fase di assemblaggio richiede molta manodopera qualificata: l'assemblaggio della TBM richiede tecnici che comprendano l'integrazione completa del sistema, non solo l'installazione dei singoli componenti.
Fase 6: test di accettazione in fabbrica
Prima che una TBM lasci la fabbrica, viene sottoposta a un completo Factory Acceptance Test (FAT) alla presenza del cliente e dei suoi rappresentanti tecnici. Il FAT verifica che tutti i sistemi funzionino secondo le specifiche in condizioni controllate: velocità e coppia di rotazione della testa di taglio, forza e corsa del cilindro di spinta, portata e capacità di carico dell'erettore del segmento, pressione e flusso del sistema idraulico, funzionamento del sistema elettrico e risposta del sistema di controllo. Il sistema di guida è calibrato e verificato. Eventuali carenze identificate durante il FAT devono essere corrette prima che la macchina venga approvata per la spedizione. La registrazione FAT diventa parte della documentazione permanente della macchina e viene consultata per tutta la sua vita operativa.

Standard di ingegneria di precisione nella produzione di TBM
I requisiti di precisione della produzione delle TBM competono con quelli delle attrezzature pesanti per il settore aerospaziale e della difesa. Queste tolleranze non sono arbitrarie: influiscono direttamente sulla capacità della macchina di costruire un tunnel secondo l'allineamento specificato, installare segmenti di rivestimento senza danni e mantenere giunti stagni tra i segmenti per tutta la vita del tunnel.
- Rotondità della testa di taglio: Il diametro esterno della testa di taglio deve essere entro ±2–3 mm dal diametro nominale del foro per mantenere il taglio eccessivo progettato ed evitare che la protezione rimanga intrappolata nel terreno. Il raggiungimento di questa tolleranza in una struttura in acciaio fabbricata da cinque a dodici metri di diametro richiede un'attenta sequenza delle operazioni di saldatura per controllare la distorsione e la lavorazione post-saldatura delle superfici critiche dell'interfaccia.
- Lavorazione sede cuscinetto principale: Il foro dell'alloggiamento e il perno dell'albero che posizionano il gruppo del cuscinetto principale devono essere lavorati con tolleranze comprese nell'intervallo IT6–IT7 (0,010–0,025 mm) e ispezionati utilizzando macchine di misurazione a coordinate di precisione. Una geometria errata della sede dei cuscinetti riduce drasticamente la durata dei cuscinetti e può causare guasti prematuri per fatica nelle profondità sotterranee: uno scenario di riparazione estremamente costoso e dispendioso in termini di tempo.
- Circolarità del corpo dello schermo: I segmenti dello scudo anteriore e posteriore devono essere assemblati e lavorati con una tolleranza di circolarità generalmente compresa tra 5 e 10 mm sull'intero diametro, garantendo che lo spazio anulare tra lo scudo e i segmenti di rivestimento installati sia coerente attorno alla circonferenza. Questa consistenza è fondamentale per l'efficacia della tenuta della pelle della coda: le spazzole e il grasso che sigillano lo spazio tra la coda dello scudo e il rivestimento devono stabilire un contatto uniforme per impedire l'ingresso di acque sotterranee.
- Sincronizzazione della corsa del cilindro di spinta: In una TBM di grandi dimensioni, 30-50 cilindri di spinta individuali devono estendersi e ritrarsi in gruppi perfettamente coordinati per controllare il beccheggio e l'imbardata della macchina mentre sterza lungo l'allineamento del tunnel. I cilindri devono essere prodotti con tolleranze di corsa costanti e il sistema di controllo deve essere calibrato per mantenere la sincronizzazione della posizione entro pochi millimetri lungo l'intera corsa del cilindro.
- Posizione dell'alloggiamento della taglierina a disco: Sulle TBM per roccia dura, la posizione di ciascun alloggiamento della fresa a disco sulla faccia della testa di taglio deve essere impostata con precisione sul raggio di taglio progettato, garantendo che tutte le frese sullo stesso raggio seguano lo stesso solco sulla parete rocciosa. Gli errori di posizionamento nella spaziatura delle frese causano il sovraccarico delle singole frese e un'usura accelerata, riducendo la durata delle frese e aumentando la frequenza dei lunghi cambi delle frese nel sottosuolo.
Tecnologie chiave alla base della moderna produzione di TBM
Lo stato dell’arte nella produzione di macchine per la perforazione di tunnel ha fatto notevoli progressi negli ultimi decenni, spinto dalle esigenze di progetti di tunnel sempre più impegnativi e dall’integrazione di strumenti di ingegneria digitale che non erano disponibili per le precedenti generazioni di progettisti di TBM.
Gemello digitale e simulazione
I principali produttori di TBM ora sviluppano modelli digital twin completi di ciascuna macchina prima che inizi la fabbricazione. Questi modelli integrano l'analisi strutturale, la simulazione del sistema idraulico e la modellazione della logica di controllo per verificare le prestazioni del sistema nell'intera gamma di condizioni operative previste per il progetto specifico. I gemelli digitali consentono agli ingegneri di identificare i conflitti di interfaccia, ottimizzare il posizionamento dei componenti e simulare scenari di guasto prima che un singolo pezzo di acciaio venga tagliato. Durante il funzionamento, il gemello digitale può essere continuamente aggiornato con i dati reali della macchina per supportare la manutenzione predittiva e la risoluzione dei problemi dal centro di ingegneria del produttore in qualsiasi parte del mondo.
Materiali avanzati della testa di taglio e protezione dall'usura
L'usura della testa di taglio è uno dei principali fattori che limitano la velocità di avanzamento della TBM e aumentano i costi di manutenzione su terreni abrasivi. La moderna produzione di TBM incorpora strategie avanzate di protezione dall'usura, tra cui bottoni antiusura in carburo di tungsteno, piastre di rivestimento in carburo di cromo e inserti antiusura compositi in ceramica nelle zone di maggiore usura della testa di taglio. La selezione e il posizionamento della protezione antiusura vengono ora analizzati utilizzando la fluidodinamica computazionale e la modellazione a elementi discreti per prevedere i modelli di usura per le specifiche condizioni del terreno e delle rocce del progetto, consentendo di concentrare la protezione dove è più necessaria anziché applicata in modo uniforme.
Saldatura automatizzata e fabbricazione robotizzata
Sebbene gran parte della fabbricazione della TBM si basi ancora su saldatori manuali altamente qualificati, l’integrazione di sistemi di saldatura automatizzati ha migliorato la consistenza e la produttività della saldatura nei giunti di saldatura ad alto volume. Le celle di saldatura robotizzate vengono utilizzate per saldature strutturali ripetitive nei pannelli della carrozzeria dello scudo e nelle sezioni dei raggi in cui la geometria di saldatura coerente è fondamentale. La saldatura ad arco sommerso è ampiamente utilizzata per saldature di testa pesanti in sezioni di piastre spesse, fornendo penetrazione profonda e tassi di deposito elevati con qualità affidabile. Questi processi automatizzati consentono ai saldatori esperti di concentrarsi su giunti di accesso complessi dove la loro esperienza aggiunge il massimo valore.
Sistemi di monitoraggio delle prestazioni in tempo reale
Le TBM moderne sono dotate di centinaia di sensori che monitorano ogni aspetto, dalla forza del singolo cilindro di spinta alla temperatura del cuscinetto principale, alla coppia della testa di taglio, alla pressione frontale, alla pressione di iniezione del grasso della guarnizione di coda e alla posizione dell'erettore del segmento. Questi dati vengono registrati in tempo reale, visualizzati dall'operatore, trasmessi all'ufficio dell'ingegnere di progetto e in molti casi condivisi in modo sicuro con il team di ingegneri del produttore della TBM. La capacità di monitorare le prestazioni delle macchine da remoto ha trasformato il modo in cui i produttori supportano le loro apparecchiature sul campo, consentendo una diagnosi rapida dei problemi emergenti prima che si trasformino in guasti costosi.
Produttori globali di TBM e dove costruiscono le loro macchine
L’industria manifatturiera delle TBM è concentrata tra un piccolo numero di grandi produttori internazionali, ciascuno con capacità ingegneristiche specializzate e impianti di produzione in grado di produrre le macchine più grandi e complesse al mondo.
- Herrenknecht AG (Germania): Il più grande produttore di TBM al mondo per volume unitario e fatturato, con sede a Schwanau, in Germania. Herrenknecht produce l'intera gamma di tipi di TBM, dalle piccole macchine per microtunneling alle macchine per fanghi di grande diametro e EPB, con importanti impianti di produzione in Germania e operazioni di assemblaggio a livello globale. Hanno fornito macchine per alcuni dei progetti di tunneling più impegnativi al mondo, tra cui il tunnel di base del San Gottardo e numerosi sistemi metropolitani in tutta l'Asia e il Medio Oriente.
- La Robbins Company (Stati Uniti): Uno dei nomi più antichi e leggendari nella produzione di TBM, Robbins è stato il pioniere della tecnologia delle TBM per roccia dura e rimane leader nelle TBM con pinza per trave principale per lo scavo di gallerie in roccia. Producono e rinnovano macchine presso strutture negli Stati Uniti e dispongono di una rete globale di assistenza e supporto per le loro apparecchiature in funzione in tutto il mondo.
- NFM Technologies (Francia, parte del gruppo Bouygues): Un produttore francese di TBM con una forte esperienza nelle macchine per tunnel urbani di grande diametro, in particolare nei tipi Scudi per fanghi e EPB per impegnativi progetti europei e internazionali. NFM ha fornito macchine per importanti progetti metropolitani a Parigi, Roma e in tutto il sud-est asiatico.
- CREG — Gruppo cinese di attrezzature per l'ingegneria ferroviaria: CREG, il più grande produttore cinese di TBM e ora uno dei maggiori al mondo in termini di volume, ha sviluppato rapidamente le proprie capacità ingegneristiche e produttive attraverso una combinazione di tecnologia su licenza e investimenti nazionali in ricerca e sviluppo. CREG fornisce la maggior parte delle TBM utilizzate nei massicci programmi di costruzione di tunnel metropolitani e ferroviari ad alta velocità in corso in Cina e ha iniziato ad esportare verso i mercati internazionali.
- Kawasaki Heavy Industries e Mitsubishi Heavy Industries (Giappone): Entrambi i conglomerati ingegneristici giapponesi hanno una lunga storia nella produzione di TBM, principalmente per il mercato interno giapponese e per selezionati progetti di esportazione. La produzione giapponese di TBM è nota per la qualità costruttiva e la precisione estremamente elevate, con particolare forza nella tecnologia delle macchine scudo per lo scavo di tunnel urbani su terreni morbidi.
- Caterpillar (divisione Lovat, Canada): Caterpillar ha acquisito Lovat, un produttore canadese di TBM, e continua a produrre macchine EPB e per liquame con il marchio Caterpillar per il tunnelling. Le loro macchine sono ampiamente utilizzate nei progetti di tunneling infrastrutturale del Nord America, tra cui l'approvvigionamento idrico e il transito urbano.
Rimessa a nuovo e rigenerazione della TBM
Un segmento significativo e in crescita dell’industria manifatturiera delle TBM è la ristrutturazione e la rigenerazione di macchine usate per nuovi progetti di tunnel. Dato l’enorme costo di una nuova TBM (una macchina di grande diametro può costare dai 15 ai 50 milioni di dollari o più) i proprietari di progetti e gli appaltatori valutano sempre più spesso le macchine ricondizionate come un’alternativa economicamente vantaggiosa quando le condizioni del progetto sono compatibili con le specifiche di una macchina esistente.
La ristrutturazione della TBM prevede generalmente lo smontaggio di tutti i principali sistemi, l'ispezione e la sostituzione dei componenti soggetti a usura, il ricondizionamento dei gruppi strutturali, la revisione del cuscinetto principale, la sostituzione delle guarnizioni e dei cilindri idraulici e la ricostruzione completa dei sistemi elettrici e di controllo. Nei progetti di ristrutturazione più ampi, la testa di taglio può essere ristrutturata per modificare la disposizione della lama per le diverse condizioni del terreno, oppure il diametro dello schermo può essere regolato leggermente attraverso l'aggiunta o la rimozione di inserti in acciaio nella piastra di rivestimento. Una ristrutturazione ben eseguita può prolungare la vita utile della macchina di un altro progetto completo e talvolta di più, a una frazione del costo di una macchina nuova.
Sfide e tendenze future nella produzione di macchine per l'alesatura di tunnel
La produzione di TBM deve affrontare una serie di sfide tecniche e commerciali continue che stanno modellando lo sviluppo del settore nel prossimo decennio. La domanda di soluzioni di tunneling più grandi, più profonde e più automatizzate sta spingendo i limiti di ciò che l’attuale tecnologia TBM può ottenere e spingendo significativi investimenti in ricerca e sviluppo in tutto il settore.
- Diametro macchina crescente: La tendenza verso diametri di tunnel più grandi per le gallerie autostradali e combinate metropolitana/strada sta producendo macchine di dimensioni straordinarie. Le macchine con un diametro superiore a 15 metri presentano sfide strutturali e logistiche che richiedono nuove soluzioni ingegneristiche: il trasporto, l'assemblaggio e il lancio di tali macchine nello spazio ristretto di un pozzo di lancio richiede un'attenta pianificazione in ogni fase del processo di produzione e consegna.
- Sistemi automatizzati di cambio taglierina: La sostituzione delle frese a disco sulle TBM per roccia dura richiede che i lavoratori entrino nella camera di scavo in condizioni atmosferiche o pressurizzate per sostituire manualmente le frese usurate: uno dei compiti più impegnativi e pericolosi nel tunneling. Diversi produttori stanno sviluppando sistemi robotizzati di cambio fresa in grado di eseguire questo lavoro da remoto, eliminando l’esposizione dei lavoratori al pericoloso ambiente di scavo pressurizzato. Lo sviluppo di manipolatori in grado di gestire pesi superiori a 200 kg in spazi ristretti, umidi e contaminati rappresenta una sfida ingegneristica significativa.
- Elettrificazione dei sistemi di azionamento: La crescente pressione normativa sulla qualità dell’aria sotterranea e sulle emissioni di carbonio sta accelerando lo sviluppo di sistemi di azionamento TBM completamente elettrici che eliminano l’olio idraulico e l’energia basata sul diesel dalla macchina. I motori elettrici delle teste di taglio a trasmissione diretta, gli attuatori elettrici dei cilindri di spinta e la logistica dei tunnel alimentata a batteria o a rete sono tutti in fase di sviluppo attivo da parte dei principali produttori.
- Resilienza della catena di fornitura: Gli sconvolgimenti globali degli ultimi anni hanno messo in luce le vulnerabilità nelle catene di fornitura estese da cui dipendono i produttori di TBM, in particolare per cuscinetti di grande diametro, componenti idraulici specializzati e sistemi di controllo elettronico. I produttori stanno lavorando attivamente per qualificare fornitori alternativi, aumentare le scorte di componenti strategici e, in alcuni casi, portare internamente la produzione di componenti precedentemente esternalizzata per ridurre l’esposizione alle interruzioni della catena di fornitura.
- Guida assistita dall'intelligenza artificiale e funzionamento autonomo: L’integrazione dell’intelligenza artificiale nei sistemi di guida e controllo delle TBM rappresenta un’area di sviluppo attivo. I modelli di machine learning addestrati sui dati storici del progetto possono ottimizzare i parametri di sterzata, prevedere la qualità della costruzione degli anelli di rivestimento e avvisare gli operatori dello sviluppo delle condizioni del terreno prima che causino problemi operativi. Il funzionamento completamente autonomo della TBM rimane un obiettivo a lungo termine, ma l’automazione incrementale delle attività operative di routine è già in fase di implementazione nei progetti attuali.
Considerazioni finali sulla produzione di TBM
La produzione di alesatrici per tunnel si trova all’intersezione tra ingegneria strutturale, lavorazione meccanica di precisione, idraulica, elettronica e scienza dei materiali, e lo fa su una scala che pochi altri settori possono eguagliare. Ogni TBM che lascia una fabbrica è una soluzione progettata su misura per una serie specifica di sfide geologiche e progettuali, e la qualità di tale ingegneria e produzione si esprime in ultima analisi nell’affidabilità con cui la macchina scava il terreno, nella coerenza con cui installa un rivestimento del tunnel di qualità e nella sicurezza con cui riporta i lavoratori a casa alla fine di ogni turno.
Mentre la domanda globale di infrastrutture continua a spingere gli investimenti nelle costruzioni sotterranee, i produttori di TBM si trovano ad affrontare un futuro entusiasmante ed impegnativo: fornire macchine di dimensioni, complessità e sofisticazione tecnologica crescenti, gestendo al contempo le catene di approvvigionamento, sviluppando la prossima generazione di ingegneri e costruttori e integrando le tecnologie digitali che definiranno come sarà lo scavo dei tunnel nel prossimo mezzo secolo. Per chiunque sia coinvolto nella costruzione di tunnel, nell'approvvigionamento o nello sviluppo di progetti, capire come queste straordinarie macchine sono progettate e costruite è fondamentale per prendere decisioni informate su una delle macchine edili più complesse e consequenziali mai create.










